Technical Info


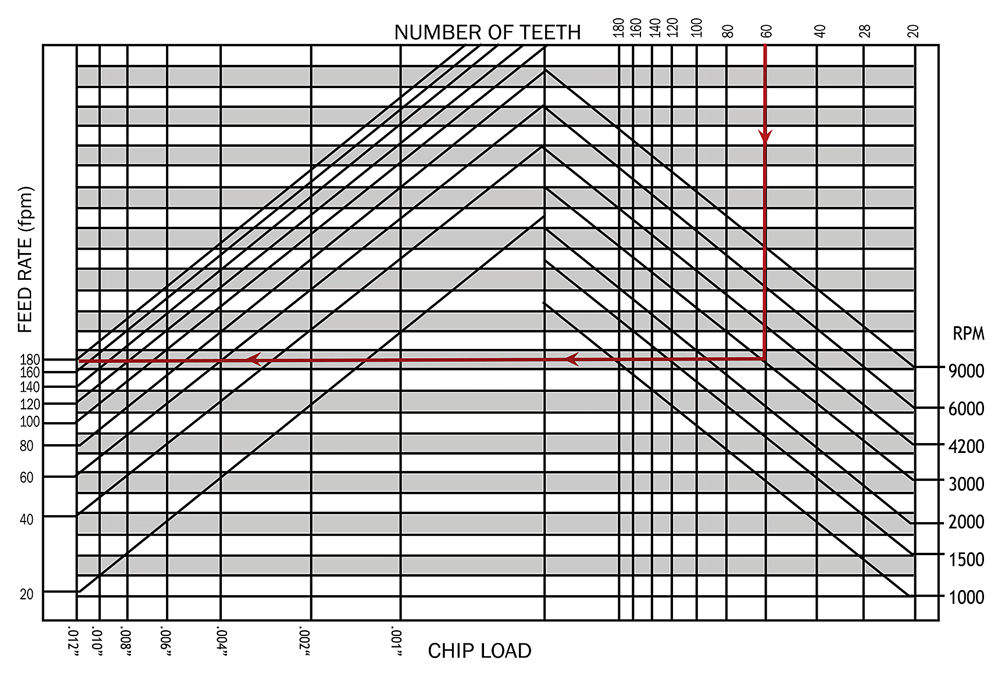
Chip Load Per Tooth
| Recommended Chiploads | Min | Max |
|---|---|---|
| Along grain | .008" | .035" |
| Cross grain | .004" | .008" |
| Hardwood | .002" | .006" |
| Chipboard | .004" | .010" |
| Veneered panels | .001" | .004" |
| Plastic laminated panels | .001" | .002" |
| Non Ferrous metals | .001" | .003" |
For instance: A 60 tooth saw rotating at 3000 rpm with a feed rate of 80 fpm will have a chipload of .0053″ Or to calculate chip load values, use the following formula: Chipload = 12 x feed per minute/RPM x number of teeth
Blades Max. RPM in Relation Diameter
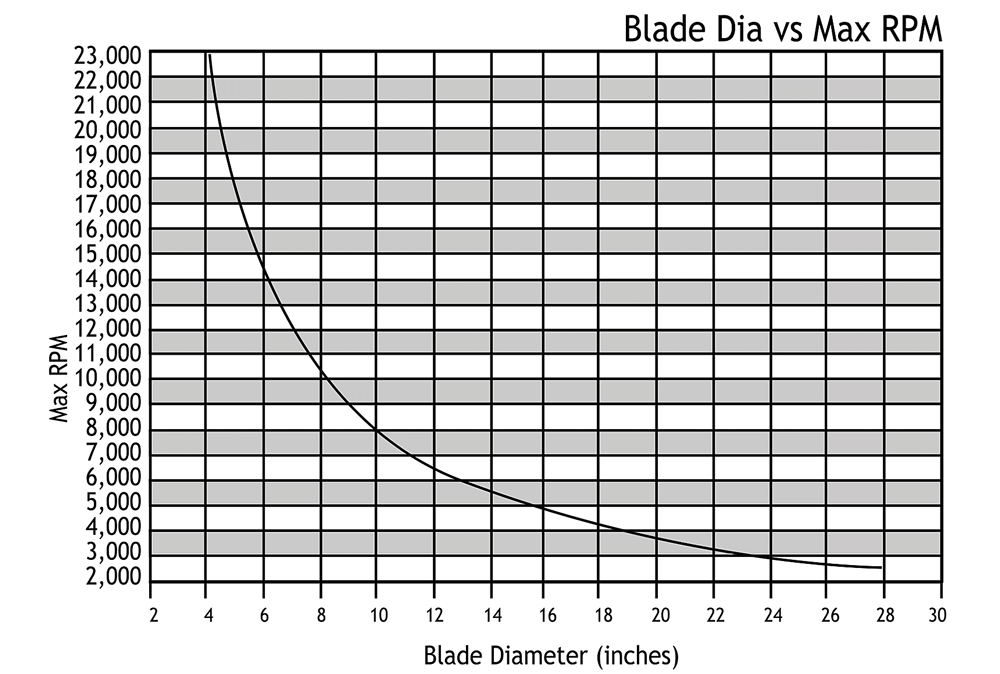
| Blade Dia | Max RPM | |
|---|---|---|
| Inches | MM | |
| 3 | 80 | 22,900 |
| 4 | 100 | 22,600 |
| 5 | 125 | 18,300 |
| 5.5 | 140 | 16,300 |
| 6 | 150 | 14,000 |
| 7 | 175 | 13,00 |
| 8 | 200 | 11,400 |
| 9 | 230 | 10,600 |
| 10 | 250 | 9,100 |
| 12 | 300 | 7,550 |
| 14 | 350 | 5,250 |
| 16 | 400 | 4,500 |
| 18 | 450 | 4,000 |
| 20 | 500 | 3,500 |
| 22 | 550 | 3,000 |
| 24 | 600 | 2,750 |
| 26 | 650 | 2,700 |
| 28 | 700 | 2,500 |